Moderní nová energetická vozidla postupně tvrdě pracují v procesu navrhování, jehož síť pro roh je jedním z nich, tradiční síť kovových automobilů má drsné požadavky na vzhled a požadavky na síť nejsou příliš přísné, takže zpracovaná síť je relativně velká, mezera je široká, tento proces má nízké náklady na zpracování, je to jednoduché rychlosti, jednoduché uspořádání personálu, což je, že síť je více, není snadné defors. Vysoké náklady na plísně způsobují, že mnoho výrobců zpracování čeká, až švestka uhasizuje žízeň.
Theproces leptáníPřijímá metodu zpracování chemického leptání tekutin, která může kombinovat výhody razítka a laseru a zpracovávat ultra tenký materiál s rovnoměrným otřepem, bez otřepů, bez curlingu a vertikálních děr. Komplexní tvar produktů s čistými rohy vozidla může být také leptán bez dodatečných nákladů, hladkých a uniformních bez otřepů a rovinnost je udržována pod 0,02.
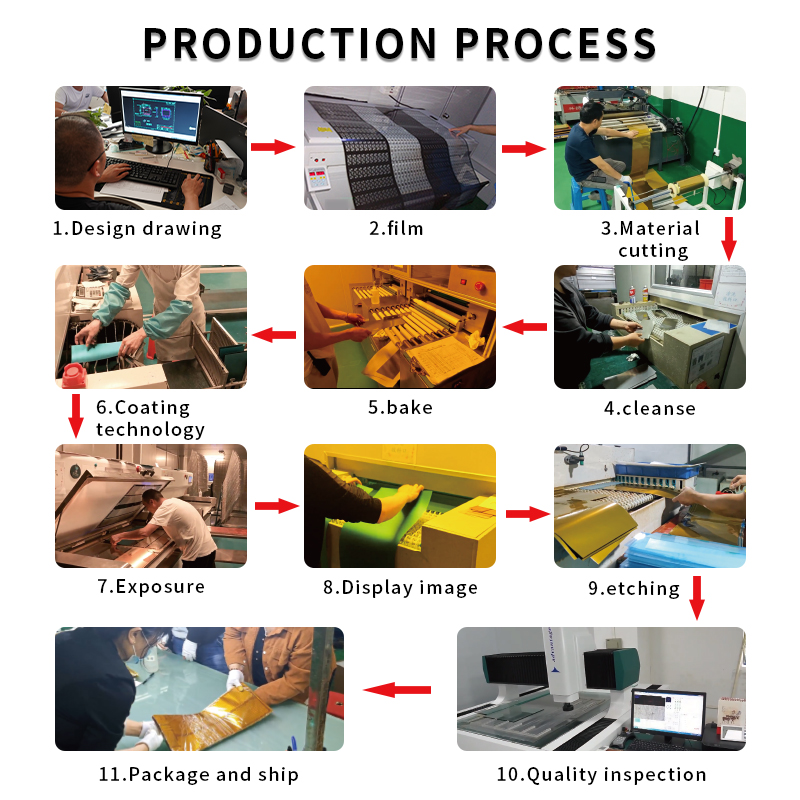
Prvním krokem k určení materiálu je nerezová ocel jedním z běžně používaných materiálů, protože má dobrou odolnost proti korozi a sílu, vhodné pro výrobu krytu s ozubením vozidla. Při výrobě síťového krytu rohu automobilu musí být kovový substrát nejprve důkladně vyčištěn, aby se odstranil olej a nečistoty na povrchu a zajistili kvalitu následujícího procesu. Dalším krokem je nanesení fotocitlivého inkoustu po vyčištění substrátu musí být vrstva fotocitlivého inkoustu rovnoměrně aplikována na kovový povrch, který během procesu expozice ztuhne a vytvoří ochrannou vrstvu. Dalším krokem je expozice, kde je navržený film umístěn na obou stranách kovu potaženého fotocitlivým inkoustem a vystaven ultrafialovým světlem, takže vzor na filmu je přenesen na kovový povrch. Po expozici se vyvinula kovová deska a odstraní se nezasažený fotocitlivý inkoust, odhalí podkladovou kovovou část a připravuje ji na leptání.
Dále přichází chemická koroze, která používá specifický roztok chemického leptání k leptání exponované části kovu za vzniku požadovaného síťového vzoru. Tento proces dosahuje vysoké přesnosti a vyhýbá se nevýhodám laseru nebo razítka. Obvykle je dokončen profesionálním leptacím vybavením a celý cyklus procesu prokazování je asi 5 až 7 dní. Poslední proces broušení a postřiku: Po dokončenílept, je nutné vyleštit kryt sítě, aby se odstranily otřepy a zlepšily kvalitu vzhledu; Poté se nastříká, aby se zvýšila odolnost proti korozi a estetiku.
S pokrokem vědy a technologie se výrobní proces krytí sítě reproduktoru vyvíjí ve směru vyšší přesnosti, lehčí hmotnosti a lepšího vzhledu.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик